Сведения о производителе сверлильного станка Корвет-48
Поставщиком настольного сверлильного станка Корвет-48 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: https://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10
— станок круглопильный деревообрабатывающий переносной - Корвет-21
— станок рейсмусовый деревообрабатывающий переносной - Корвет-24
— станок строгальный деревообрабатывающий переносной - Корвет-27
— станок рейсмусовый деревообрабатывающий переносной - Корвет-31
— станок ленточнопильный вертикальный по дереву переносной - Корвет-42
— станок сверлильный настольный Ø 16 х 60 мм, 450 Вт - Корвет-44
— станок сверлильный настольный Ø 16 х 80 мм, 650 Вт - Корвет-45
— станок сверлильный настольный Ø 13 х 50 мм, 350 Вт - Корвет-46
— станок сверлильный настольный Ø 16 х 50 мм, 500 Вт - Корвет-47
— станок сверлильный настольный Ø 16 х 60 мм, 550 Вт - Корвет-48
— станок сверлильный настольный Ø 16 х 80 мм, 550 Вт - Корвет-51
— станок шлифовальный ленточный переносной - Корвет-71
— станок токарный по дереву Ø 250 х 420 - Корвет-82
— станок фрезерный деревообрабатывающий переносной - Корвет-88
— лобзик электрический - Корвет-320
— станок многофункциональный деревообрабатывающий переносной - Корвет 400
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 401
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 402
— станок токарно-винторезный настольный Ø 220 х 500 - Корвет 403
— станок токарно-винторезный настольный Ø 220 х 750 - Корвет 407
— станок токарно-фрезерный настольный Ø 220 х 750
Корвет-48 станок сверлильный настольный. Назначение, область применения
Вертикальный сверлильный станок Корвет 48 предназначен для обработки различных материалов вращающимся режущим или шлифующим инструментом (с возможностью осевого перемещения).
Сверлильный станок Корвет 48 предназначен для работы от однофазной сети переменного тока напряжением 220 + 22В частотой 50 Гц.
Станок Корвет 48 рассчитан для эксплуатации в нормальных климатических условиях:
- температура окружающей среды от 1 до 35 °С;
- относительная влажность воздуха до 80 % (при температуре 25 °С.)
Привод и рабочая область
Установленный на станок электродвигатель развивает мощность, равную 0,55 кВт. Благодаря этому он является очень экономичным в использовании, а также не требует подключения к защищенной линии большой мощности. При этом мотор рассчитан на длительную эксплуатацию, что позволяет использовать его в серийном производстве типовых изделий. Все основные узлы изготовлены из высокопрочных материалов, а комплекс тепловых реле дает возможность прерывать питание при достижении критической температуры, способной повредить устройство. Данная модель является одним из приспособлений со встроенными тисками, которые содержит каталог компании. Купить станок Энкор Корвет-48 стоит для обработки изделий сложной формы — наличие инструмента для фиксации допускает применение уголков, труб, а также профилей и фасонных предметов. Крепление устройства на столе осуществляется с помощью резиновой подошвы для крупного основания, габариты которого позволяют обеспечить максимальную стабильность положения заготовок. Размеры рабочего стола достигают 230*217 мм, а расстояние зева тисков равно 101,6 мм, что позволяет осуществлять работу с достаточно крупными и тяжелыми объектами.
Общий вид сверлильного станка Корвет-48
Фото сверлильного станка Корвет-48
Фото сверлильного станка Корвет-48
Фото сверлильного станка Корвет-48
Фото сверлильного станка Корвет-48
Схема сборки сверлильного станка Корвет-48
Схема сборки сверлильного станка Корвет-48
Детали сборки сверлильного станка Корвет-48
Сборка и регулировка сверлильного станка Корвет-48
Установите станок на ровную прочную базу (1).
Установите на базу (1) колонну (3) и закрепите ее прилагаемыми болтами (2) (четыре болта).
Возьмите рабочий стол (4) с держателем стола (14), установите в отверстие корпуса держателя стола (14) зубчатую рейку (16). Зубья рейки (16) совместите ее с зубчатым валом, установленным внутри держателя стола (14).
Всю эту сборку следует установить на несущую вертикальную колонну (3). Нижний конец зубчатой рейки (16) установите в фаску фланца колонны (3), а верхний конец рейки (16) следует закрепить ограничительным кольцом (5). При установке кольца (5) на колонну (3) обратите внимание на то, чтобы фаска с одной стороны кольца (5) плотно прижимала зубчатую рейку (16). Положение кольца (5) надёжно зафиксируйте стопорным винтом.
Установите ручку подъема стола (15), положение ручки надёжно закрепите стопорным винтом. Вращая ручку (15), убедитесь, что рабочий стол (4) перемещается без затруднений вверх и вниз. Рабочий стол (4), кроме того, можно вращать и в горизонтальной плоскости поворотом вокруг колонны (3).
Установите на держатель стола (14) ручку (35) для фиксации рабочего стола (4) на колонне (3) и затяните ее, установив рабочий стол (4) на желаемой высоте.
Сборка горизонтальной колонны сверлильного станка Корвет-48
Вложите стопорную колодку (17) на штатное место в переходной муфте (11); аккуратно (с помощью помощника) установите сборку корпуса шпинделя на колонну (3).
Примечание: необходимо учитывать, что вес конструкции – более 35 кг.
Установите фиксирующие ручки (18 и 19). Ручкой фиксации (18) надёжно закрепите положение переходной муфты (11) на вертикальной колонне (3).
Вращением ручки (20) проверьте возможность горизонтальных перемещений корпуса шпинделя относительно колоны (3). Ручка (19) должна быть отпущена.
Как показано на рис.2, установите на шпиндель сверлильный патрон (6) (предварительно необходимо протереть все сопрягаемые поверхности), закрепите положение сверлильного патрона (6) легким ударом киянки или молотка через деревянный брусок. Губки сверлильного патрона (6) при этом должны находиться внутри корпуса сверлильного патрона (6).
Как показано на рис.2, установите три рукоятки (9). Убедитесь в плавном осевом перемещении сверлильного патрона (6), при возврате сверлильного патрона (6) в верхнее положение не бросайте (придерживайте) ручки (9), при необходимости перехватитесь за одну из трёх ручек (9).
Проверьте наличие поперечного люфта, покачав за патрон (6). Если люфт ощутим, его можно минимизировать, проворачивая по часовой стрелке винт (23) (предварительно отпустите контрящую гайку (24), а по завершению регулировки – вновь затяните ее). Помните, затягивая винт (23), вы прижимаете шпиндель. Усилия пружинного механизма (22) может оказаться недостаточным для автоматического подъема шпинделя в исходное положение.
Откройте защитный кожух (10), отпустите фиксирующий болт-барашек (28) и прижмите двигатель (12) правой рукой в сторону шпиндельной головки, установите клиновой ремень (26) на соответствующие ручьи шкивов (25 и 27).
Установите натяжение клинового ремня (26) так, чтобы при стремлении сблизить ветви ремня, смещение их не превышало 1 см. Для регулировки натяжения ремня (26) необходимо отжать двигатель (12) при отпущенном барашке (28), установить требуемое натяжение и вновь затянуть болт-барашек (28).
Проверьте срабатывание пружинного фиксатора (36) на переходной муфте (11).
Установите на рабочий стол (4) тиски как показано на рис. 2а и закрепите их двумя болтами (44) (не входят в комплект поставки).
Корвет 028 048
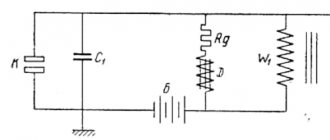
В своё время у меня был один из первых выпусков усилителей Корвет 048, который изготавливался на военном заводе в Лениграде. Стоил этот усилитель мощности по тем, ещё советским деньгам 550руб,что по тем временам составляло 5 среднемесячных окладов итр в Москве. Деньги были не малые, а усилитель по качеству сборки и звучанию был один из самых лучших по тому времени. Мало этого, усилитель был собран на элементной базе с военной приемкой, что было своего рода гарантией высокой степени надежности и одновременно гарантией долгосрочной службы такого изделия. Печатные платы в усилители были изготовлены не из массового по тем временам материала гетинакса, а из куда более стабильного и высококачественного материала-стеклотекстолита. Кроме этого монтаж транзисторов на печатной плате бал на пластмассовых подложках. Дорожки на плате после монтажа были покрыты прозрачным лаком, который защищал схему от негативного воздействия внешней среды,например, повышенной влажности воздуха. Трансформатор питания был хорошо стянут и пропитан и практически не трещал, как многие трансформаторы во многих подобных изделиях отечественного радиопрома.
Звучал усилитель просто замечательно и дело было даже не в высоких мощностных показателях аппарата. У меня этот усилитель работал в паре с предварительным усилителем Корвет 068 стоимость преда составляла 650руб. В паре с этой связкой у меня были различные АС, но самым интересными по звучанию с этой связкой были акустические системы Электроника 100АС-060. Усилитель был прекрасно настроен на заводе и прослужил мне верой и правдой боле 15 лет. Никаких описанных выше проблем не возникало. Это уже потом были выпущены «улучшенные» варианты и модификации этого усилителя. Схема усилителя, по всей видимости была переработана и сильно удешевлена,отсюда у аппаратов более поздних выпусков отмечались сбои в работе и не высокая надежность в эксплуатации.
Если вам предлагают усилитель первых выпусков и в нем никто не копался, то он при теперешней не высокой стоимости может легко переиграть современный китайско-японский новодел до 2000 бакинских, ну а если с умом отнестись к профилактике такого аппарата и заменит устаревшие делали(хотя бы электролиты в блоке питания и проходные конденсаторы в схеме), то этот усилитель послужит верой и правдой ещё не один десяток лет.
А вот по поводу акустики к этому усилителю, лично я бы поискал наши рижские 35АС-1( не переделанные) и уверен, что звуком вы останетесь довольны надолго…
Органы управления
Подключите собранный станок к источнику электрического тока. Перед началом эксплуатации станка необходимо проверить функционирование его электрических блоков.
Подключение станка к источнику электрического тока описано в пункте 8.2.
Примечание: станок не должен эксплуатироваться без жесткой фиксации на верстаке посредством монтажных винтов (см. п.
- Подключите электрическую вилку шнура питания (13) станка к розетке питающей сети.
- Включение станка осуществляется выключателем (далее магнитный пускатель) (8). Защитный кожух (10) должен быть закрыт. Ключ патрона не должен оставаться в сверлильном патроне.
- Поднимите защитную крышку магнитного пускателя (8). Станок включается кратковременным нажатием на зелёную кнопку «1» магнитного пускателя (8). При работе станок не должен издавать стучащих звуков; «гудение» станка возможно, когда защитный кожух (10) касается какой-либо части станка не через резиновую прокладку. При открывании крышки защитного кожуха (10) станок должен отключиться.
- Повторное включение станка возможно после закрытия крышки защитного кожуха (10) и повторного нажатия на кнопку «1» магнитного пускателя (8).
- Отключение станка производится нажатием красной кнопки «0» или красной крышки магнитного пускателя (8).
- Контроль и регулировка глубины сверления «глухих» отверстий производится по указателю (33) на шкале (34).
- Осевое перемещение сверлильного патрона (6) производится вращением рукоятками (9).
- Установка и фиксация высоты рабочего стола (4) производится ручкой (15) и фиксирующей ручкой (35).
- Разворот стола (4) в горизонтальной плоскости возможен при отпускании ручки (35).
- Угол наклона корпуса шпинделя устанавливается при ослаблении натяжения ручки (19), оттянутом пружинном фиксаторе (36) путем простого разворота корпуса шпинделя в требуемую сторону при контроле угла разворота по указателю (30) и шкале (32).
- При установленных нулевых показаниях по шкалам необходимо выставить необходимый угол сверления.
- Установите в сверлильный патрон (6) сверло (без следов деформации, длинной не менее 100 мм). Угольником (угломером) проверьте образующийся угол между сверлом и рабочим столом (4) сверлильного станка. Если необходима корректировка, ее необходимо выполнить.
Настройка скорости сверлильного станка Корвет-48
35АС-001, 35АС-028, 35АС-208, Кливер, Корвет
Трехполосная АС, – вариант S-90, но только в исполнении не ФИ, а закрытый ящик.
Семейство АС выпускаемых разными производителями под различным ГОСТам.
35АС-028, 35АС-208 Корвет
- “Корвет 35АС-208” (Модель 1982г.), Ленинградское НПО “Океанприбор”
- “Корвет 35АС-028” (Модель 1986г.) и “Корвет 35АС-008”, Ленинградское НПО “Океанприбор”
- “Кливер 35АС-028”, Завод “Красный Луч”, Украина, с 1986 года.
- Конструктор “35АС-028-1” “Старт”, Винницкий завод “Ореол”.
Цена 1988г. – 170р. (Кливер 35АС-028-1)
Цена 1991г. – 178р. (Кливер 35АС-001)
Конструктор “35АС-028-1” “Старт”,- 75р
| 35АС-008 Корвет |
Конструктор “35АС-028-1” “Старт”
Конструктор “Старт”, Винницкий завод “Ореол”.
АС закрытого типа предназначены для высококачественного воспроизведения речевых и музыкальных программ и рассчитаны для совместной работы с аппаратурой высокого класса и с соответствующей выходной мощностью. АС планировали выпускать в зеркальном отражении, но кроме опытных и рекламных образцов – серийные акустические системы – были не зеркальными. По сути являются вариантом S-90 только не в ФИ а в ЗЯ исполнении.
АС-Корвет
Позднее выпускались модификации Кливеров с измененными декоративными накладками динамиков на лицевой панели и с светодиодным блоком индикации уровня мощности: Кливер 35АС-028-1 и Кливер-35АС-001, которые также отличались внешне накладками и в паспорте 35АС-001 был указан меньший диапазон воспроизводимых частот: 40 – 25 000Гц, в отличие от остальных АС, имеющих: 25- 25 000Гц. Затем Кливера выпускались под названиями 100АС-002 и 100АС-002-1.
Кроме 35АС-028-1 Кливер, существовал конструктор для самостоятельной сборки под названием 35АС-028-1 Старт, внешне идентичный 35АС-028-1 Кливер за исключением зеркального расположения ВЧ и СЧ головок, в 35АС-028-1 Кливер они расположены слева, а в 35АС-028-1 Старт – справа.
Радиоконструктор “35АС-028-1” “Старт” представляет из себя набор, с помощью которого можно собрать полноценную напольную акустическую систему. По техническим параметрам и внешнему виду, “Старт” аналогичен своему Луганскому собрату 35 АС-028-1 «Кливер». Купит набор можно было через всесоюзный Посылторг.
Головки:
6 ГДВ-4 20 ГДС-1Л-8 75 ГДН-1Л-4
Тех. характеристики
3-х полосная АС с закрытого типа
Диапазон воспроизводимых частот: 40 – 25000Гц
Чувствительность в диапазоне 100 – 8000 Гц: 85,5дБ
Сопротивление: 4Ом
Минимальное значение импеданса: 3,2Ом
Полный характеристический коэффициент гармонических искажений при уровне среднего звукового давления в диапазоне частот 100 – 8000 Гц, равном 90 дБ, измеряемый в диапазонах частот: 250 – 1000Гц: 1,5%, 1000 – 2000Гц: 1,5%, 2000 – 6300Гц: 1%
Различие частотных характеристик звукового давления систем одного типа, усредненных в октавных полосах частот в диапазоне 250 – 8000 Гц: 2 дБ
Долговременная мощность: 75Вт
Кратковременная мощность: 150Вт
Размер (ВхШхГ): 715х395х365мм. Вес (одна АС): 32кг.
Схема 35АС-028, 35АС-208 Схема 35АС-028-1, 35АС-001, 100АС-002, 100АС-002-1 Кливер
Выбор скорости вращения шпинделя и диаметра сверла сверлильного станка Корвет-48
Выбор скорости вращения шпинделя и диаметра сверла сверлильного станка Корвет-48
Основные операции и полезные советы
Скорость вращения шпинделя регулируется изменением положения клиновых ремней на ступенях шкивов .(см. схему и детали сборки)
При необходимости можно изменить скорость вращения шпинделя. Предварительно необходимо выключить станок и обесточить его (отключить вилку шнура питания от питающей розетки). Затем следует ослабить натяжение клиновых ремней. Для этого необходимо отпустить фиксацию винта и притянуть двигатель (мотор) в сторону шпинделя. Руководствуясь таблицей установки скоростей на внутренней стороне крышки защитного кожуха, переместите ремни по ступеням шкивов в требуемую позицию. Натяните клиновые ремни и зафиксируйте винт.
При сверлении вязких материалов и пластмасс следует помнить, что угол заточки сверла должен быть иным, чем при сверлении сталей, чугуна.
При использовании приспособлений, зажимаемых в патрон для шлифовки различных материалов, не рекомендуется заметно увеличивать боковое (или осевое) давление на шлифовальную головку. Чем выше площадь шлифования, тем осторожнее следует увеличивать прижим детали к шлифовальному приспособлению.
При сверлении металлов работа будет значительно ускорена, если Вы будете использовать какую-либо смазку в зоне сверления. Это охлаждает сверло, облегчает режим резания.
При необходимости исполнения значительного объема работы в однородном материале следует руководствоваться рекомендуемыми скоростями сверления. Приведенная ниже таблица поможет Вам выбрать оптимальную скорость вращения шпинделя при обработке различных материалов. Предложенная таблица выбора скоростей является базовой. При стандартных углах заточки сверла, руководствуясь ею, Вам следует устанавливать скорость близкую к приведенной.
Технические характеристики станка Корвет-48
| Наименование параметра | Корвет-42 | Корвет-44 | Корвет-45 | Корвет-46 | Корвет-47 | Корвет-48 |
| Основные параметры станка | ||||||
| Диаметр сверла, мм | 3..16 | 3..16 | 1,5..13 | 3..16 | 3..16 | 3..16 |
| Размер стола, мм | 198 х 198 | 290 х 290 | 160 х 160 | 170 х 175 | 200 х 200 | 230 х 217 |
| Размер опорной базы (основания), мм | 340 х 210 | 460 х 275 | 314 х 200 | 320 х 195 | 340 х 210 | 340 х 210 |
| Диаметр колонны, мм | 60 | 80 | 46 | 60 | 60 | |
| Наибольшее расстояние от торца шпинделя до стола, мм | 245 | 400 | ||||
| Наибольшее расстояние от торца шпинделя до основания, мм | 330 | 515 | ||||
| Расстояние от шпинделя до колонны (вылет), мм | 115 | 126 | ||||
| Тиски в комплекте | 3″ | 2,5″ | 2,5″ | 2,5″ | 3″ | 4″ |
| Шпиндель | ||||||
| Скорости вращения шпинделя, об/мин (Число ступеней) | 210..2580 (12) | 120..3000 (16) | 580, 850, 1220, 1650, 2650 (5) | 280, 450, 540, 620, 800, 1000, 1550, 1700, 2350 (9) | 210, 300, 350, 420, 500, 540, 970, 1040, 1170, 1480, 1580, 2220 (12) | 500, 790, 1330, 1870, 2450 (5) |
| Ход шпинделя, мм | 60 | 80 | 50 | 50 | 60 | 80 |
| Посадка патрона | МТ 2 | МТ 2 | В16 | В16 | В16 | В16 |
| Конус шпинделя | 2 Морзе | В16 Морзе | В16 Морзе | МТ2 Морзе | 2 Морзе | |
| Угол наклона шпинделя, град | — | — | — | — | — | +90°,-45° |
| Горизонтальное перемещение шпинделя, мм | — | — | — | — | — | 320 |
| Индикатор частоты вращения шпинделя, мм | — | — | — | — | — | — |
| Электрооборудование | ||||||
| Номинальное напряжение питания, В | 220 ±22, 50 Гц | 220 ±22, 50 Гц | 220 ±22, 50 Гц | 220 ±22, 50 Гц | 220 ±22, 50 Гц | 220 ±22, 50 Гц |
| Номинальная потребляемая мощность, Вт | 450 | 650 | 350 | 500 | 550 | 550 |
| Тип двигателя | асинхронный | асинхронный | асинхронный | асинхронный | асинхронный | асинхронный |
| Габариты и масса станка | ||||||
| Габариты упаковки станка (длина ширина высота), мм | 810 х 500 х 290 | 440 х 340 х 220 | 465 х 355 х 225 | 665 х 415 х 260 | 890 х 470 х 320 | |
| Масса станка нетто/брутто, кг | 35 | 67/70 | 14/15 | 19/21 | 29/31 | 37/40 |
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Основные особенности
Применение поворотной рукояти управления шпинделем с тремя пластиковыми ручками позволяет добиться максимального удобства эксплуатации.
Перед оформлением заказа в интернет-магазине Энкор24 вы можете быть уверены, что вам будет предложена выгодная цена на «сверлильный станок Энкор Корвет-48 с тисками (90480)» в размере 49800.00 руб.,но и возможность получить дополнительную скидку после регистрации на сайте или по промокоду. Делая выбор, обязательно прочитайте отзывы про «сверлильный станок Энкор Корвет-48 с тисками (90480)», проконсультируйтесь с онлайн-консультантом или задайте свои вопросы позвонив по телефону в Воронеже +7(473) 203-203-0 и по бесплатному по России.
Купить «сверлильный станок Энкор Корвет-48 с тисками (90480)» на нашем сайте можно всего в несколько кликов.После этого наши менеджеры позвонят вам и сообщат, когда вы сможете получить свой заказ, или уточнят стоимость и время доставки.