Information about the manufacturer of the Corvette-48 drilling machine
The supplier of the Corvette-48 tabletop drilling machine is Enkor-Instrument-Voronezh, LLC , founded in 1992. Website address: https://www.enkor.ru/, online store website www.enkor24.ru.
Manufacturer: Shanghai Joye Import & Export Co., Ltd. , China, Shanghai, founded in July 2003.
Machine tools manufactured by Enkor-Instrument-Voronezh
- Corvette-10
– portable woodworking circular saw - Corvette-21
- portable woodworking thickness planer - Corvette-24
- portable woodworking planing machine - Corvette-27
- portable woodworking thickness planer - Corvette-31
- portable vertical band saw for wood - Corvette-42
- tabletop drilling machine Ø 16 x 60 mm, 450 W - Corvette-44
- tabletop drilling machine Ø 16 x 80 mm, 650 W - Corvette-45
- tabletop drilling machine Ø 13 x 50 mm, 350 W - Corvette-46
- tabletop drilling machine Ø 16 x 50 mm, 500 W - Corvette-47
- tabletop drilling machine Ø 16 x 60 mm, 550 W - Corvette-48
- tabletop drilling machine Ø 16 x 80 mm, 550 W - Corvette-51
- portable belt grinding machine - Corvette-71
- wood lathe Ø 250 x 420 - Corvette-82
- portable woodworking milling machine - Corvette-88
- electric jigsaw - Corvette-320
- multifunctional portable woodworking machine - Corvette 400
- tabletop screw-cutting lathe Ø 180 x 300 - Corvette 401
- tabletop screw-cutting lathe Ø 180 x 300 - Corvette 402
- tabletop screw-cutting lathe Ø 220 x 500 - Corvette 403
- tabletop screw-cutting lathe Ø 220 x 750 - Corvette 407
- tabletop turning and milling machine Ø 220 x 750
Corvette-48 tabletop drilling machine. Purpose, scope
The Corvette 48 vertical drilling machine is designed for processing various materials with a rotating cutting or grinding tool (with the possibility of axial movement).
The Corvette 48 drilling machine is designed to operate from a single-phase alternating current network with a voltage of 220 + 22V and a frequency of 50 Hz.
The Corvette 48 machine is designed for operation in normal climatic conditions:
- ambient temperature from 1 to 35 °C;
- relative air humidity up to 80% (at a temperature of 25 ° C.)
Drive and work area
The electric motor installed on the machine develops a power of 0.55 kW. Thanks to this, it is very economical to use and does not require connection to a secure high-power line. At the same time, the motor is designed for long-term operation, which allows it to be used in mass production of standard products. All main components are made of high-strength materials, and a set of thermal relays makes it possible to interrupt the power supply when a critical temperature is reached that can damage the device. This model is one of the devices with a built-in vice that the company catalog contains. It is worth buying an Encor Corvette-48 machine for processing products of complex shapes - the presence of a fixing tool allows the use of angles, pipes, as well as profiles and shaped objects. The device is mounted on the table using a rubber sole for a large base, the dimensions of which allow for maximum stability of the position of the workpieces. The dimensions of the work table reach 230*217 mm, and the jaw distance of the vice is 101.6 mm, which allows you to work with fairly large and heavy objects.
General view of the Corvette-48 drilling machine
Photo of the Corvette-48 drilling machine
Photo of the Corvette-48 drilling machine
Photo of the Corvette-48 drilling machine
Photo of the Corvette-48 drilling machine
Assembly diagram of the Corvette-48 drilling machine
Assembly diagram of the Corvette-48 drilling machine
Assembly details of the Corvette-48 drilling machine
Assembly and adjustment of the Corvette-48 drilling machine
Place the machine on a flat, solid base (1).
Place the column (3) on the base (1) and secure it with the supplied bolts (2) (four bolts).
Take the work table (4) with the table holder (14), install the gear rack (16) into the hole in the table holder body (14). Align the teeth of the rack (16) with the gear shaft installed inside the table holder (14).
This entire assembly should be installed on a supporting vertical column (3). Install the lower end of the rack (16) into the chamfer of the column flange (3), and the upper end of the rack (16) should be secured with a restrictive ring (5). When installing the ring (5) on the column (3), make sure that the chamfer on one side of the ring (5) presses the rack (16) tightly. Securely secure the position of the ring (5) with the locking screw.
Install the table lift handle (15); securely secure the position of the handle with the locking screw. By rotating the handle (15), make sure that the work table (4) moves up and down without difficulty. The work table (4), in addition, can be rotated in a horizontal plane by turning it around the column (3).
Install the handle (35) on the table holder (14) to secure the work table (4) to the column (3) and tighten it, setting the work table (4) at the desired height.
Assembling a horizontal column of a Corvette-48 drilling machine
Place the locking block (17) in its original place in the adapter coupling (11); Carefully (with the help of an assistant) install the spindle housing assembly onto the column (3).
Note: it must be taken into account that the weight of the structure is more than 35 kg.
Install the locking handles (18 and 19). Using the locking handle (18), securely secure the position of the adapter coupling (11) on the vertical column (3).
By rotating the handle (20), check the possibility of horizontal movements of the spindle body relative to the column (3). The handle (19) must be released.
As shown in Fig. 2, install the drill chuck (6) on the spindle (you must first wipe all mating surfaces), secure the position of the drill chuck (6) with a light blow of a mallet or hammer through a wooden block. The jaws of the drill chuck (6) must be located inside the drill chuck body (6).
As shown in Figure 2, install the three handles (9). Make sure that the drill chuck (6) moves smoothly axially; when returning the drill chuck (6) to the upper position, do not throw (hold) the handles (9); if necessary, grab one of the three handles (9).
Check for lateral play by rocking the chuck (6). If the play is noticeable, it can be minimized by turning the screw (23) clockwise (first loosen the lock nut (24), and after completing the adjustment, tighten it again). Remember, when you tighten screw (23), you press down the spindle. The force of the spring mechanism (22) may not be sufficient to automatically lift the spindle to its original position.
Open the protective casing (10), release the fixing wing bolt (28) and press the motor (12) with your right hand towards the spindle head, install the V-belt (26) on the corresponding pulley tracks (25 and 27).
Set the tension of the V-belt (26) so that when trying to bring the branches of the belt closer together, their displacement does not exceed 1 cm. To adjust the tension of the belt (26), it is necessary to depress the engine (12) with the thumb (28) released, set the required tension and tighten the bolt again -lamb (28).
Check that the spring retainer (36) on the adapter coupling (11) operates.
Install a vice on the workbench (4) as shown in Fig. 2a and secure them with two bolts (44) (not included in delivery).
Corvette 028 048
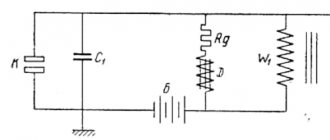
At one time, I had one of the first releases of Corvette 048 amplifiers, which was manufactured at a military plant in Leningrad. This power amplifier cost 550 rubles in Soviet money, which at that time was 5 average monthly salaries in Moscow. The money was not small, and the amplifier was one of the best of that time in terms of build quality and sound. Not only that, the amplifier was assembled on military-grade components, which was a kind of guarantee of a high degree of reliability and at the same time a guarantee of the long-term service of such a product. The printed circuit boards in the amplifiers were not made from the material getinax, which was widespread at that time, but from a much more stable and high-quality material - fiberglass. In addition, the installation of transistors on a printed circuit board is performed on plastic substrates. After installation, the tracks on the board were covered with a transparent varnish, which protected the circuit from the negative effects of the external environment, for example, high air humidity. The power transformer was well tightened and impregnated and practically did not crack, like many transformers in many similar products of the domestic radio industry.
The amplifier sounded simply wonderful and it wasn’t even a matter of the device’s high power ratings. For me, this amplifier was paired with a Corvette 068 pre-amplifier, the cost of which was 650 rubles. I had various speakers paired with this combination, but the most interesting sounding ones with this combination were the Elektronika 100AC-060 acoustic systems. The amplifier was perfectly tuned at the factory and served me faithfully for more than 15 years. None of the problems described above arose. It was only later that “improved” versions and modifications of this amplifier were released. The amplifier circuit, apparently, was redesigned and greatly reduced in cost, which is why devices of later releases experienced malfunctions and low reliability in operation.
If you are offered an amplifier of the first releases and no one has delved into it, then at its current low cost it can easily outperform a modern Chinese-Japanese remake for up to 2000 Baku, but if you treat the prevention of such a device wisely and replace the outdated ones (at least the electrolytes in the power supply and pass-through capacitors in the circuit), then this amplifier will serve faithfully for many more decades.
But regarding the acoustics for this amplifier, I personally would look for our Riga 35AC-1 (not converted) and I am sure that you will be satisfied with the sound for a long time...
Controls
Connect the assembled machine to an electrical source. Before using the machine, it is necessary to check the functioning of its electrical units.
Connecting the machine to an electric current source is described in paragraph 8.2.
Note: the machine should not be operated without rigid fixation on the workbench using mounting screws (see paragraph.
- Connect the power plug (13) of the machine to the power outlet.
- The machine is turned on by a switch (hereinafter referred to as a magnetic starter) (8). The protective cover (10) must be closed. The chuck key must not remain in the drill chuck.
- Lift the protective cover of the magnetic starter (8). The machine is turned on by briefly pressing the green button “1” of the magnetic starter (8). When operating, the machine should not make knocking sounds; “Humming” of the machine is possible when the protective casing (10) touches any part of the machine other than through the rubber gasket. When opening the cover of the protective casing (10), the machine should turn off.
- Restarting the machine is possible after closing the cover of the protective casing (10) and pressing the button “1” of the magnetic starter (8) again.
- The machine is turned off by pressing the red button “0” or the red cover of the magnetic starter (8).
- Control and adjustment of the drilling depth of “blind” holes is carried out using the indicator (33) on the scale (34).
- Axial movement of the drill chuck (6) is performed by rotating the handles (9).
- Setting and fixing the height of the work table (4) is done using the handle (15) and the locking handle (35).
- The table (4) can be rotated in a horizontal plane by releasing the handle (35).
- The angle of inclination of the spindle body is set by loosening the tension of the handle (19), pulling out the spring clamp (36) by simply turning the spindle body in the required direction while controlling the angle of rotation using the pointer (30) and scale (32).
- When the zero readings on the scales are set, it is necessary to set the required drilling angle.
- Install a drill (without traces of deformation, at least 100 mm long) into the drill chuck (6). Use a square (protractor) to check the resulting angle between the drill and the work table (4) of the drilling machine. If adjustments are necessary, they must be made.
Setting the speed of the Corvette-48 drilling machine
35AS-001, 35AS-028, 35AS-208, Cleaver, Corvette
Three-way speaker, a variant of the S-90, but not in the FI version, but in a closed box.
A family of speakers produced by different manufacturers under different GOST standards.
35AC-028, 35AC-208 Corvette
- “Corvette 35AC-208” (Model 1982), Leningrad NPO “Okeanpribor”
- “Corvette 35AS-028” (Model 1986) and “Corvette 35AS-008”, Leningrad NPO “Okeanpribor”
- “Cleaver 35AS-028”, Plant “Krasny Luch”, Ukraine, since 1986.
- Constructor “35AS-028-1” “Start”, Vinnitsa plant “Oreol”.
Price 1988 – 170 rub. (Jib 35AC-028-1)
Price 1991 – 178 rub. (Jib 35AC-001)
Constructor set “35AC-028-1” “Start”, - 75 rub.
| 35AC-008 Corvette |
Constructor “35AC-028-1” “Start”
Constructor “Start”, Vinnitsa plant “Oreol”.
Closed-type speakers are designed for high-quality reproduction of speech and music programs and are designed to work with high-end equipment and with appropriate output power. The speakers were planned to be produced in mirror image, but apart from experimental and advertising samples, serial speaker systems were not mirrored. In fact, they are a variant of the S-90, only not in the FI but in the ZY version.
AS-Corvette
Later, modifications of Cleavers were produced with modified decorative speaker covers on the front panel and with an LED power level indicator unit: Cleaver 35AC-028-1 and Cleaver-35AC-001, which also differed externally in the trims and the passport 35AC-001 indicated a smaller range of reproduced frequencies : 40 – 25,000Hz, unlike other speakers that have: 25-25,000Hz. Then Cleavers were produced under the names 100AC-002 and 100AC-002-1.
In addition to the 35AS-028-1 Cleaver, there was a self-assembly kit called the 35AS-028-1 Start, which was externally identical to the 35AS-028-1 Cleaver except for the mirror arrangement of the HF and midrange heads; in the 35AS-028-1 Cleaver they are located on the left, and in 35AC-028-1 Start is on the right.
The radio constructor “35AC-028-1” “Start” is a kit with which you can assemble a full-fledged floor-standing speaker system. In terms of technical parameters and appearance, “Start” is similar to its Lugansk counterpart 35 AS-028-1 “Cleaver”. You could buy the set through the All-Union Posyltorg.
Heads:
6 GDV-4 20 GDS-1L-8 75 GDN-1L-4
Those. characteristics
3-way speaker with closed type
Frequency range: 40 – 25000Hz
Sensitivity in the range 100 – 8000 Hz: 85.5 dB
Resistance: 4ohm
Minimum impedance value: 3.2 Ohm
Total characteristic harmonic distortion coefficient at an average sound pressure level in the frequency range 100 – 8000 Hz equal to 90 dB, measured in the frequency ranges: 250 – 1000Hz: 1.5%, 1000 – 2000Hz: 1.5%, 2000 – 6300Hz: 1 %
Difference in frequency characteristics of sound pressure of systems of the same type, averaged in octave frequency bands in the range 250 – 8000 Hz: 2 dB
Long-term power: 75W
Short-term power: 150W
Size (HxWxD): 715x395x365mm.
Weight (one speaker): 32kg. Scheme 35AS-028, 35AS-208 Scheme 35AS-028-1, 35AS-001, 100AS-002, 100AS-002-1 Cleaver
Selecting the spindle speed and drill diameter of the Corvette-48 drilling machine
Selecting the spindle speed and drill diameter of the Corvette-48 drilling machine
Basic Operations and Helpful Tips
The spindle rotation speed is adjusted by changing the position of the V-belts on the pulley steps (see diagram and assembly details)
If necessary, you can change the spindle speed. You must first turn off the machine and disconnect it from the power supply (unplug the power cord from the power outlet). Then you should loosen the tension on the V-belts. To do this, you need to release the screw lock and pull the motor (motor) towards the spindle. Referring to the speed setting chart on the inside of the guard cover, move the belts along the pulley steps to the desired position. Tension the V-belts and secure the screw.
When drilling viscous materials and plastics, remember that the sharpening angle of the drill must be different than when drilling steel and cast iron.
When using fixtures clamped into a chuck for grinding various materials, it is not recommended to significantly increase the lateral (or axial) pressure on the grinding head. The higher the grinding area, the more carefully you should increase the pressure of the part to the grinding device.
When drilling metals, the work will be greatly speeded up if you use some kind of lubricant in the drilling area. This cools the drill and makes cutting easier.
If it is necessary to perform a significant amount of work in a homogeneous material, you should be guided by the recommended drilling speeds. The table below will help you choose the optimal spindle speed when processing various materials. The proposed speed selection table is basic. With standard drill sharpening angles, guided by it, you should set the speed close to the given one.
Technical characteristics of the Corvette-48 machine
| Parameter name | Corvette-42 | Corvette-44 | Corvette-45 | Corvette-46 | Corvette-47 | Corvette-48 |
| Basic machine parameters | ||||||
| Drill diameter, mm | 3..16 | 3..16 | 1,5..13 | 3..16 | 3..16 | 3..16 |
| Table size, mm | 198 x 198 | 290 x 290 | 160 x 160 | 170 x 175 | 200 x 200 | 230 x 217 |
| Size of support base (base), mm | 340 x 210 | 460 x 275 | 314 x 200 | 320 x 195 | 340 x 210 | 340 x 210 |
| Column diameter, mm | 60 | 80 | 46 | 60 | 60 | |
| Maximum distance from the end of the spindle to the table, mm | 245 | 400 | ||||
| Maximum distance from the end of the spindle to the base, mm | 330 | 515 | ||||
| Distance from spindle to column (overhang), mm | 115 | 126 | ||||
| Vise included | 3″ | 2,5″ | 2,5″ | 2,5″ | 3″ | 4″ |
| Spindle | ||||||
| Spindle rotation speed, rpm (Number of steps) | 210..2580 (12) | 120..3000 (16) | 580, 850, 1220, 1650, 2650 (5) | 280, 450, 540, 620, 800, 1000, 1550, 1700, 2350 (9) | 210, 300, 350, 420, 500, 540, 970, 1040, 1170, 1480, 1580, 2220 (12) | 500, 790, 1330, 1870, 2450 (5) |
| Spindle stroke, mm | 60 | 80 | 50 | 50 | 60 | 80 |
| Chuck seating | MT 2 | MT 2 | B16 | B16 | B16 | B16 |
| Spindle taper | 2 Morse | B16 Morse | B16 Morse | MT2 Morse | 2 Morse | |
| Spindle tilt angle, degrees | — | — | — | — | — | +90°,-45° |
| Horizontal spindle movement, mm | — | — | — | — | — | 320 |
| Spindle speed indicator, mm | — | — | — | — | — | — |
| Electrical equipment | ||||||
| Rated supply voltage, V | 220±22.50Hz | 220±22.50Hz | 220±22.50Hz | 220±22.50Hz | 220±22.50Hz | 220±22.50Hz |
| Rated power consumption, W | 450 | 650 | 350 | 500 | 550 | 550 |
| engine's type | asynchronous | asynchronous | asynchronous | asynchronous | asynchronous | asynchronous |
| Dimensions and weight of the machine | ||||||
| Machine packaging dimensions (length width height), mm | 810 x 500 x 290 | 440 x 340 x 220 | 465 x 355 x 225 | 665 x 415 x 260 | 890 x 470 x 320 | |
| Machine weight net/gross, kg | 35 | 67/70 | 14/15 | 19/21 | 29/31 | 37/40 |
- Barun V.A. Working on drilling machines, 1963
- Vinnikov I.Z., Frenkel M.I. Driller, 1971
- Vinnikov I.Z. Drilling machines and work on them, 1988
- Loskutov V.V Drilling and boring machines, 1981
- Panov F.S. Working on CNC machines, 1984
- Popov V.M., Gladilina I.I. Driller, 1958
- Sysoev V.I. Handbook for a Young Driller, 1962
Bibliography
Related Links. Additional Information
- Classification and main characteristics of drilling-milling-boring group of machines
- Selecting the right metalworking machine
- Machine repair technology
- Methodology for checking and testing drilling machines for accuracy and rigidity
- Directory of drilling machines
- Manufacturers of drilling machines in Russia
Home About the company News Articles Price list Contacts Reference information Interesting video KPO woodworking machines Manufacturers
Key Features
The use of a rotary spindle control handle with three plastic handles allows for maximum ease of use.
Before placing an order in the Encor24 online store, you can be sure that you will be offered a favorable price for the “Encor Corvette-48 drilling machine with a vice (90480)” in the amount of 49,800.00 rubles, but also the opportunity to receive an additional discount after registering on the site or by promo code. When making a choice, be sure to read the reviews about the “Encor Corvette-48 drilling machine with a vice (90480)”, consult with an online consultant or ask your questions by calling in Voronezh +7 (473) 203-203-0 and toll-free in Russia .
You can buy a “Drilling machine Enkor Corvette-48 with a vice (90480)” on our website in just a few clicks. After that, our managers will call you and let you know when you can receive your order, or specify the cost and delivery time.